




To ensure the production of high quality and uniform billet, extruders need a constant temperature at both ends of the run. Here, Granco Clark's Kevin Nink* and Jeff Ferman**, highlight the advantages billet quench systems can bring to this process.
Extrusion plants typically seek uniform profile quality and faster cycle times.
However, frictional heating in a standard direct-extrusion press tends to raise billet temperature unevenly during a stroke, forcing operators to limit ram speed to avoid defects.
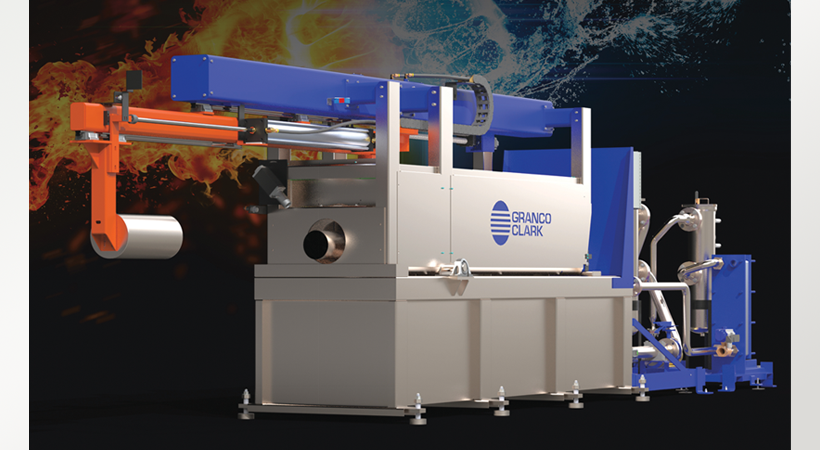
A billet quench system solves this by applying a controlled cooling gradient along the billet before extrusion (Title pic above).
This creates an effective tapered billet (cooler near the stem side of the billet while leaving the nose and tail “hot”), so that the temperature at the press exit remains constant throughout the run – an active form of isothermal extrusion.
In practice, this means the press can operate at the profile’s optimal speed without generating temperature variations in the extrusion.
Maintaining a constant exit temperature over the entire extrusion cycle without decreasing ram speed is one major benefit of this post-furnace billet processing.
The result is higher speed for a given press/section and uniform material properties with minimal variation along the length.
This process is described in the 1996 paper, “Taper Quenching, a Cost-Effective Tapering Method for Isothermal Extrusion,” presented at ET 1996 by David Jenista, Granco Clark (full paper available upon request).
According to Jenista’s paper, “The impact of isothermal extrusion can be seen by looking at the classic direct extrusion limit diagram (Fig 2).
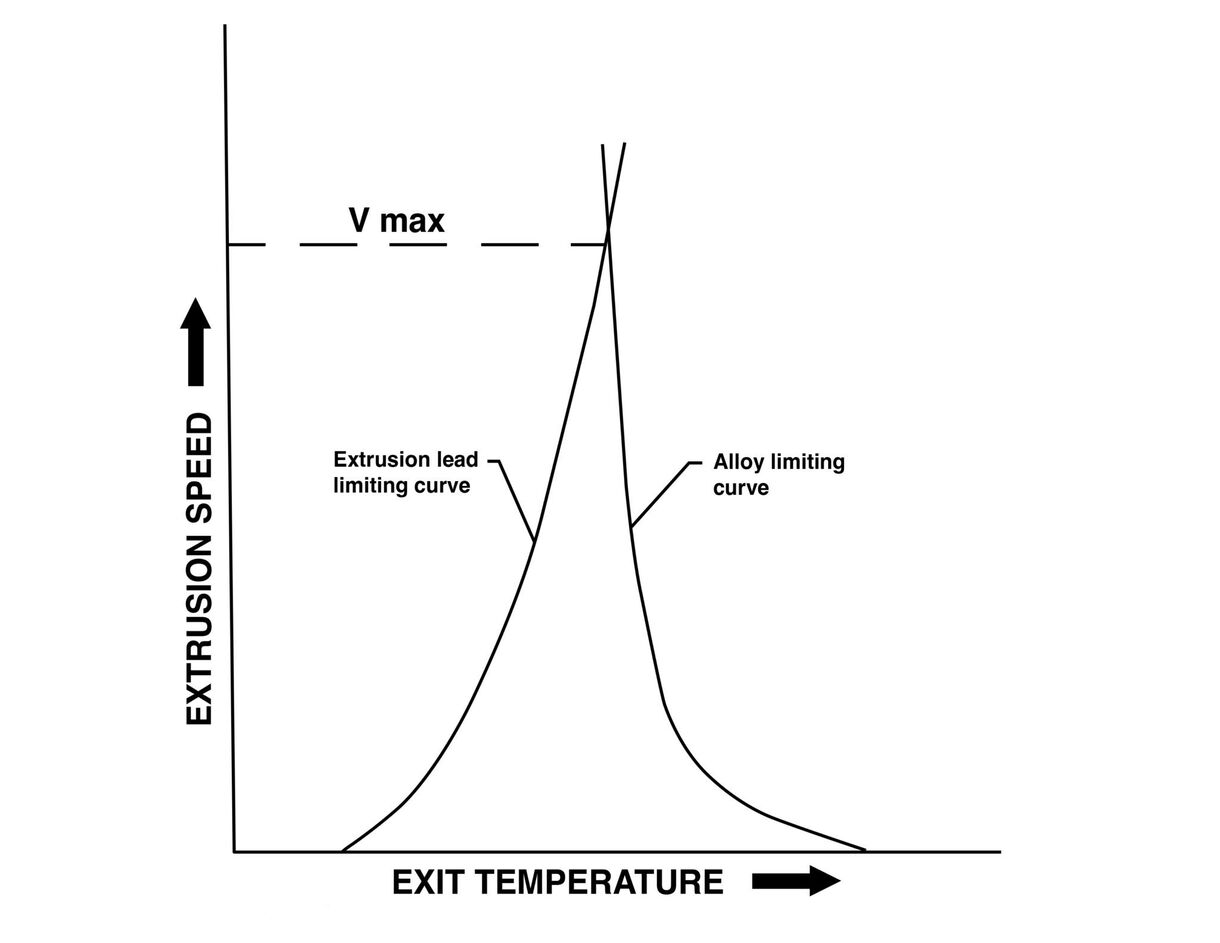
Fig 2. Classic direct extrusion limit diagram.
The ability to extrude a given product is bounded on the left by pressure required on the right by the alloy-limiting curve.
The entire billet must be extruded at a single temperature in order to reach the maximum extrusion speed.
When we overlay the limit diagram with lines indicating heat rise (Fig 3), we see the dramatic effect that isothermal extrusion has on extrusion speed”.
The limit diagram also explains one of the factors that limits the maximum billet length. A longer billet creates more material movement over a longer period of time.
This creates more heat, causing an even larger temperature rise. This lowers the extrusion speed even more.
If heat rise can be eliminated, longer billets can be run at the same extrusion speed as shorter billets.
The other factor limiting billet length is breakthrough pressure. The limit diagram (Fig 2) shows that an isothermal billet will have a higher temperature at the start of extrusions.
“This will reduce the breakthrough pressure, which will contribute to the ability to run a longer billet. All these factors combine to make isothermal extrusion a worthy goal.”
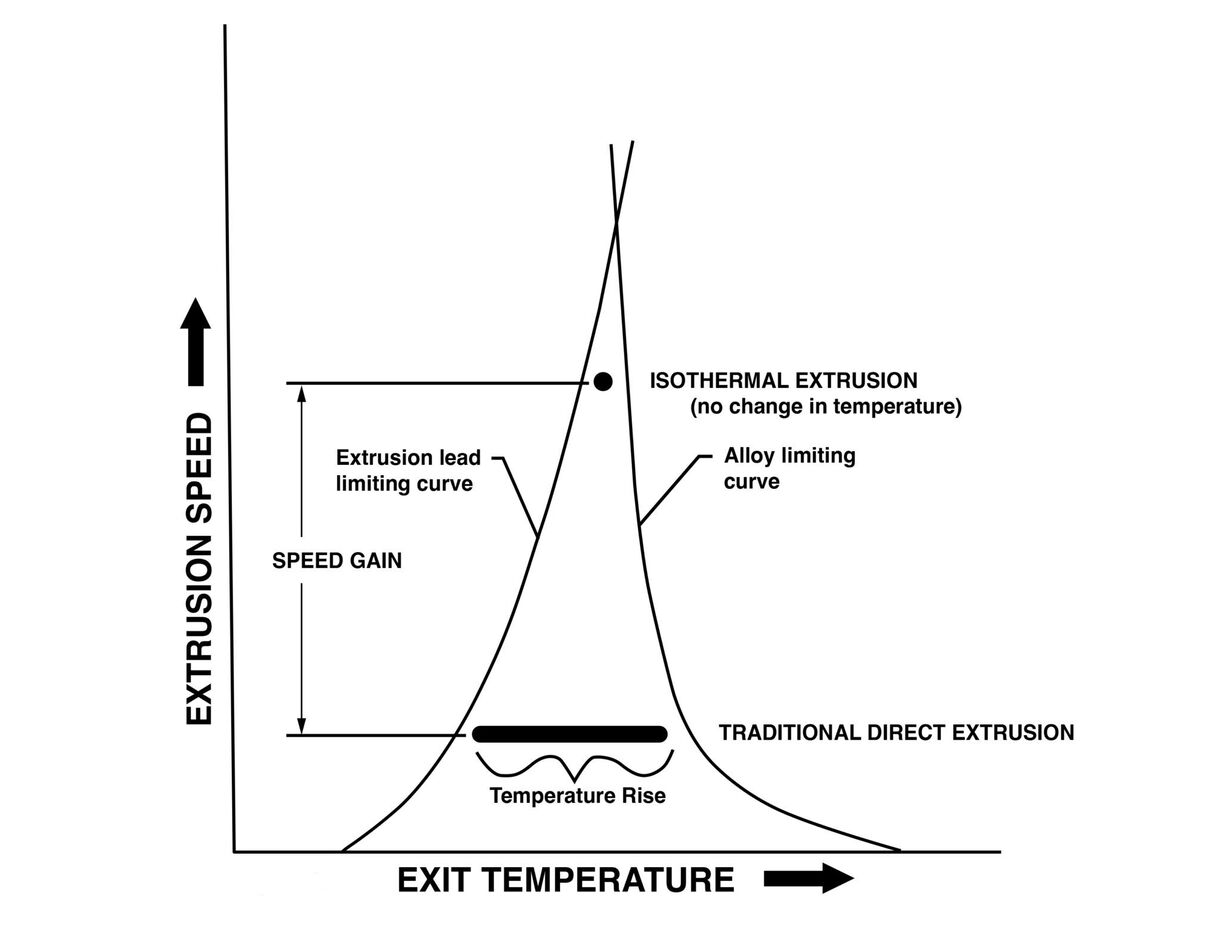
Fig 3. Direct extrusion limit diagram overlayed with heat rise and its effect on extrusion speed.
Benefits of Taper Quenching
An important collateral benefit of taper quenching is improved solution heat treatment of billets, prior to their entry into the press container.
In the extrusion process, solutionising (the reduction/removal of mag-silicide precipitates) indicates heating the alloy high enough to fully dissolve its alloying elements.
Magnesium and silicon, the common precipitates of large particle size, are fully dissolved creating a free-flowing state. Then, quenching to “lock” it in a free-flowing state.
As such, the billet is conditioned to allow the metal to flow more efficiently across the bearing surface of the die without tearing or elongation of the extruded profile.
During this process, the billet quench allows over-heated billets (e.g., coming from a furnace) to be rapidly reduced to the precise extrusion temperature required for the extrusion process, primarily based on specific alloy, die cross-section, etc.
In practice, the furnace exit temperature can be set higher than the required extrusion temperature, and the quench unit can be used to set the proper gradient, just in time for entry into the extrusion press.
Billets subjected to this pre-press solution heat treatment are easier for the extrusion press to push.
The solution heat treatment of billets is an intermediate process between billet heating and the extrusion press.
When properly designed, it will not affect dead cycle times as billet quenching occurs during preceding live cycles.
So, the extrusion press line can produce more in the same operational uptime.
Thus, billet quenching offers the extruder the opportunity to gain more productivity without adding significant costs or time to processes.
Specifically, higher quality extruded products are obtained secondarily because rapid billet cooling eliminates hot spots or 'soft spots' in the extruded product that could occur if parts of the billet were improperly heat-treated.
The best, and most common, use of the quench combines solutionising (overheating) and tapering (setting a temperature gradient along the length) in one pass, thus conserving cycle time.
Isothermal conditions
By design, proper closed-loop tapering ensures isothermal conditions – i.e., the extrudate emerges at the same temperature from start to finish.
Maintaining this constant exit temperature is known to yield more uniform product quality and higher productivity.
In practical terms, an isothermal run allows the press to use the optimal extrusion speed continuously as opposed to varying the speed settings to accommodate the hottest billet section in the cycle.
In other words, isothermal extrusion unlocks the press’s full potential, and this will provide an expected 10% to 45% increase in ram speeds for the same die.
Profile cross sections and alloy may be the limiting factors (indicating the range of percent increase above) when increasing the live cycle ram speeds without extrudate defects.
Likewise, a properly taper-quenched billet will assist in keeping the die-face pressure and ram load more uniform throughout the extrusion cycle.
(Ram load will always vary with billet length in a direct press due to container friction losses.)
In a truly isopressure process, the force required on the die changes little during the stroke.
By holding metal temperatures steady, the billet quench helps stabilise friction and flow stress, which in turn keeps back-pressure and dummy-block forces even.
The technology is often described as “active isothermal–isopressure extrusion.”
In short, constant process conditions – steady ram speed, fixed die pressure, and uniform billet temperature – translate to consistent metallurgical results with elevated throughput.
This uniformity pays off in multiple ways: profile dimensions become more consistent, mechanical properties are even along the length, and common defects like end-of-extrusion blisters or surface cracking/tearing are essentially eliminated.
The combined effect of isothermal extrusion and solutionising yields significant quality advantages, as follows:
Uniform Profiles – Consistent metal temperature produces even flow, so dimensions and mechanical properties stay constant. The billet quench eliminates variations in shape, dimensions, and structure along the length of the extruded product.
Defect Elimination – Common end-of-run defects (like tearing or surface blisters) vanish when the trailing metal does not overheat.
Better Shear/Pulling – Keeping the billet nose and tail hot aids with enhanced breakthrough and smoother butt shearing.
Reduced Scrap – Precise temperature control means more of each billet can be used, with fewer off-spec lineals. In practice, many extruders report more usable product per billet (yield) thanks to precise solutionised taper control.
Perhaps the most tangible benefits for production managers and owners are faster extrusion speeds and higher throughput.
By eliminating the heat accumulation in the billet, taper quenching allows the press to run substantially faster.
The case study in the paper, “Taper Quenching, a Case Study,” presented at ET 2000 by David Jenista, Granco Clark, reports average press-speed increases of ~28% for four dies (A, B, C, and D) in the field trials described in the article (Table I, below).
The overall benefits achieved using taper quenching prior to extrusion are as follows:
Longer Billets – Taper quenching lets extruders use longer billets (greater than the traditional 4–5× diameter). This is because the pressure and temperature profiles are well managed, allowing extruders to convert more metal per ram cycle or per discarded butt length.
Higher Average Ram Speed – With the quench managing thermal buildup, the ram does not need to be slowed down when nearing the end of the stroke to compensate. The maximum possible speed for each alloy and die will be increased.
Less Scrap – Extruders will enjoy less scrap on the handling table, which is the most expensive scrap possible. Additionally, extruders will experience less butt scrap per shift resulting from the use of longer billets.
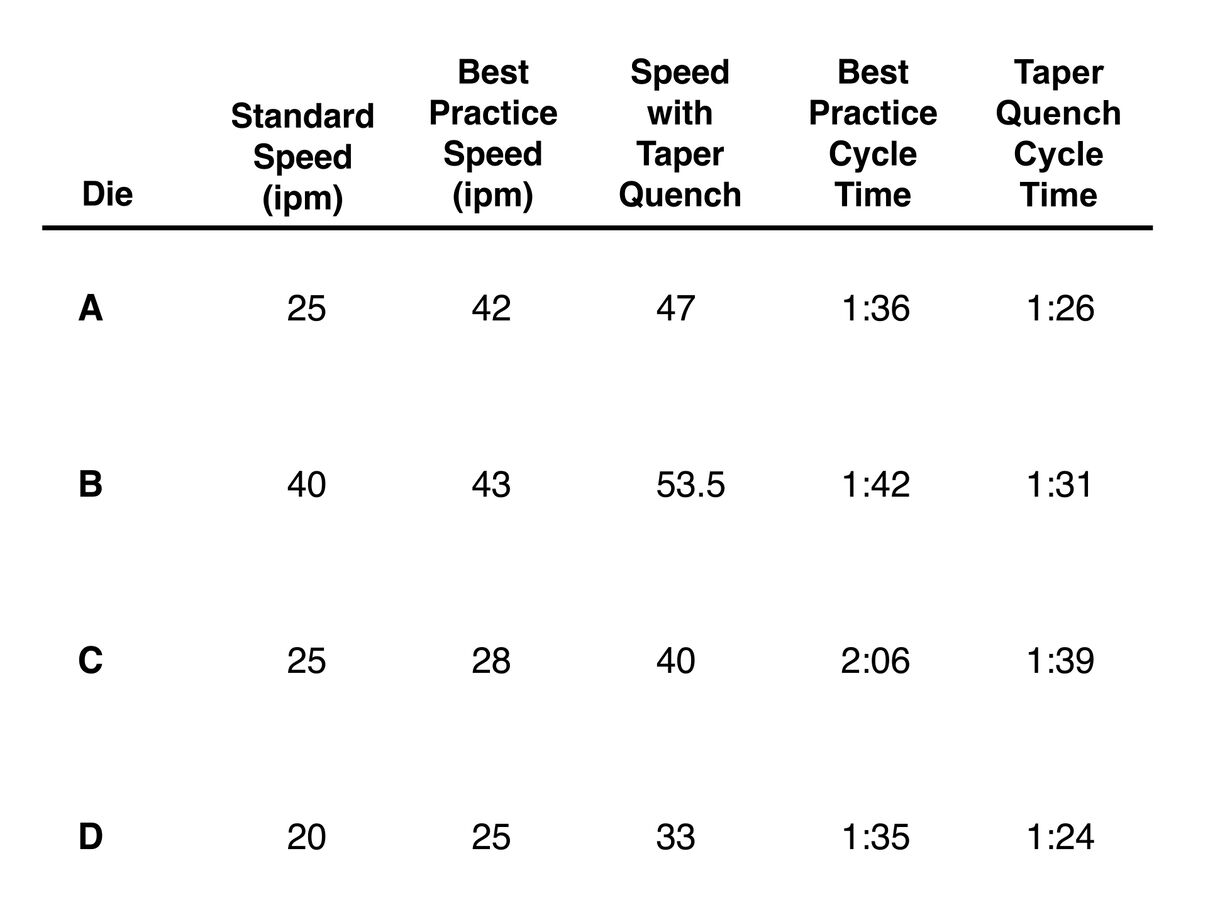
Table I. Trial results from a taper quenching study focused on four dies (A, B, C, and D)
Alternative Methods
By comparison, taper heating, either using short fire zones in the furnace or induction units, does not offer the same control of the process and would provide a step-heat scenario that may help reduce thermal buildup.
However, unlike a precise solutionised taper process, taper heating struggles to assist with the breakthrough and butt shear process.
More importantly, taper heating cannot present metallurgically superior billet to the press with potential precipitates dissolved into solution in the entire billet.
Smart press container heating also does not ensure isothermal extrusion.
This topic was thoroughly discussed in a “Letter to the Editor” published in the December 2008 issue of Light Metal Age.
Arguably, smart containers can help mitigate some of the heat buildup due to the direct extrusion process, but they certainly are not integral in providing any of the benefits afforded by a precisely solutionised, tapered billet.
Likewise, there are 'software solutions' for press ram speed control that attempt to produce an isothermal extrusion process.
In most cases, these systems utilise a tapered speed profile of the ram (slowing of the ram before the extrusion process is complete) in order to control the output temperature of the extrusions.
So technically, isothermal extrusion can be achieved, but again, this process does nothing to optimise billet extrudability, nor does it optimise throughput as dictated by ram speed or longer billet capabilities.
These software solutions may actually leech productivity from the press and waste extrusion time (and money).
Conclusion
Consistency and efficiency in the extrusion process is the key to producing high quality extrusions and increased yields.
To truly see the benefits of isothermal and isopressure extrusion, such as faster cycles, increased throughput, and higher yield, the only real solution is a billet quench process that solutionises and tapers (introduces temperature gradient along the length of the billet) the billet.
Ideally, these systems are designed with recipe control and closed-loop feedback so die setup is easy, and results are traceable and repeatable from product run to product run.
*Director of sales and marketing,
**President, CEO, and director of engineering
Granco Clark, Belding, MI, United States